Product Introduction
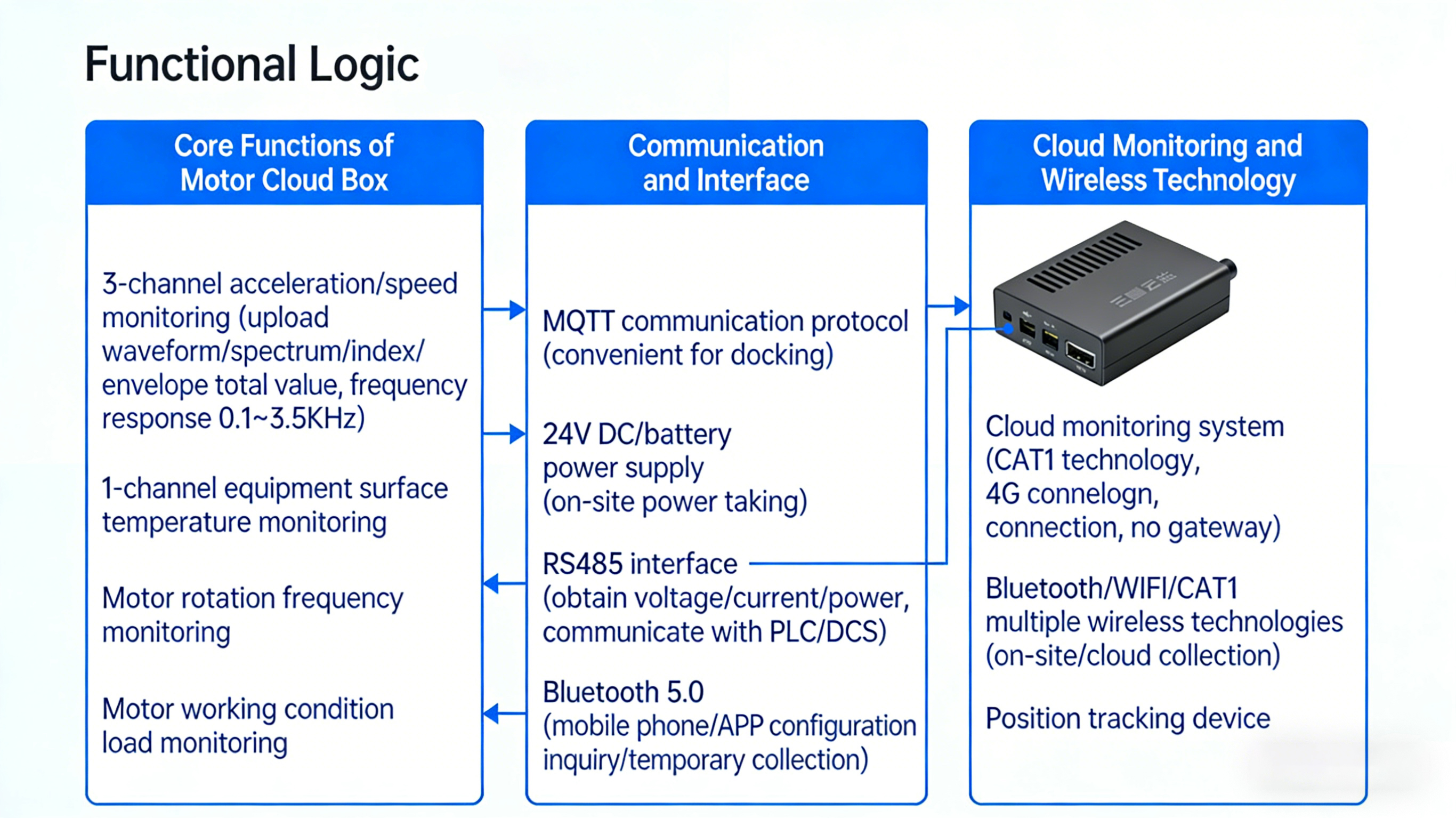
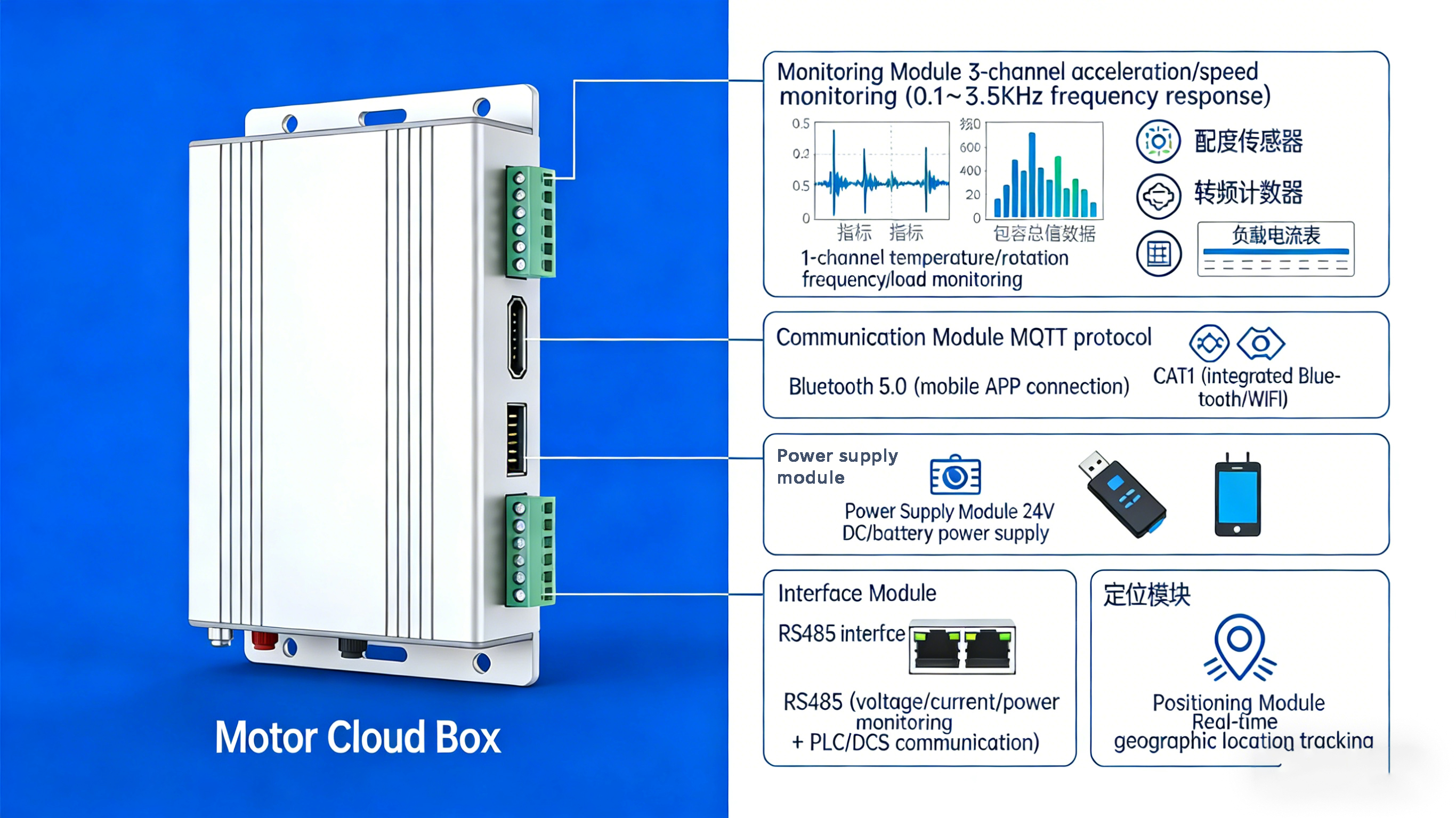
1. The motor cloud box has three channels for acceleration and speed monitoring, and can simultaneously upload key data such as waveforms, spectra, indicators, and envelope totals during the monitoring process. Its frequency response range covers 0.1 to 3.5 KHz, enabling precise capture of vibration characteristics in different frequency bands during motor operation, providing comprehensive and reliable data support for motor condition monitoring and fault diagnosis.
2. The motor cloud box has the following functional features: 1-channel equipment surface temperature monitoring, which can provide real-time information on the surface temperature of the equipment during operation, enabling timely detection of abnormal temperature conditions; it can monitor the motor's rotational frequency, accurately obtaining the motor's rotation frequency information, providing data support for analyzing motor operating speed; at the same time, it can also achieve motor operating condition load monitoring, comprehensively understanding the load conditions of the motor under different operating conditions, which is helpful for evaluating the motor's operating load and working state.
3. The motor cloud box supports the MQTT communication protocol, which greatly facilitates the connection of the device with various platforms. MQTT is a lightweight message transmission protocol with advantages such as low bandwidth usage, low power consumption, and strong real-time performance, which can well meet the requirements for data transmission in industrial scenarios. By adopting the MQTT communication protocol, the motor cloud box can easily connect to different brands, different types of cloud platforms, monitoring systems, or third-party applications, achieving seamless upload of device data and reliable transmission of instructions, thereby simplifying the system integration process, reducing the difficulty and cost of integration, and providing strong support for users to build a flexible and efficient motor remote monitoring and management system.
4. The motor cloud box supports two power supply modes: 24V DC power supply and battery power supply. It can flexibly choose the power supply method according to the actual situation on site. When there is a stable DC power supply condition on site, it can directly connect to 24V DC power supply to ensure the continuous and stable operation of the equipment; if the on-site power supply conditions are limited or mobile deployment is required, it can adopt the battery power supply mode to meet the temporary or mobile monitoring needs in scenarios without external power supply, improving the applicability and deployment flexibility of the equipment in different working conditions.
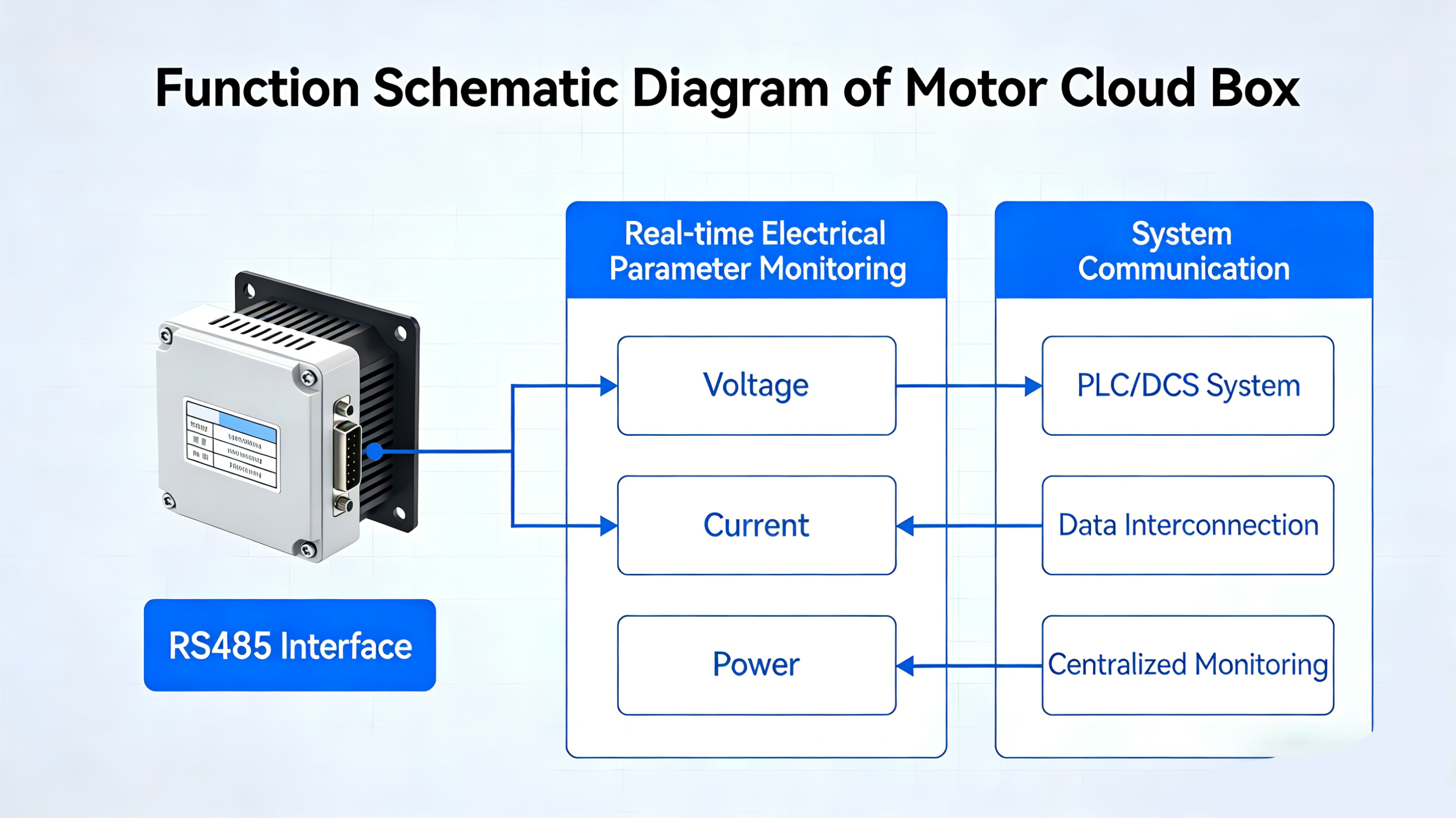
5. The motor cloud box has an RS485 interface, through which it can obtain key electrical parameters of the equipment during operation, including voltage, current, power, etc., and supports communication with PLC/DCS systems to achieve data interconnection and centralized monitoring.
6. The motor cloud box is equipped with Bluetooth 5.0 communication function, which can support stable connection with the mobile phone APP. Through this connection, users can conveniently complete various configuration operations on the motor cloud box using the mobile phone APP, ensuring that the device parameters meet the actual application requirements. At the same time, they can also query the relevant operation data and status information of the motor cloud box and the connected motor in real time, achieving dynamic monitoring of the equipment. Moreover, based on actual needs, they can initiate temporary collection tasks to quickly obtain the motor operation data during specific periods or under specific conditions, providing flexible and efficient support for equipment debugging, maintenance, and data analysis.
7. The motor cloud box is equipped with an advanced cloud monitoring system, which adopts CAT1 communication technology. With its extensive network coverage feature, it can achieve stable connection in any area with 4G signal, ensuring the device is always online. The cloud connection method is convenient and efficient, without the need for additional gateway configuration, greatly simplifying the deployment process, and allowing users to enjoy cloud management experience easily. At the same time, the device integrates multiple wireless technologies such as Bluetooth, WIFI, and CAT1, which can flexibly meet the data collection and recovery requirements in different scenarios. Whether it is close-range data collection on-site or remote cloud data recovery, it can provide stable, reliable, and flexible solutions, fully guaranteeing the real-time monitoring and efficient management of the motor operating status.
8. The positioning tracking device of the motor cloud box has the function of positioning and tracking equipment. It can obtain the geographical location information of the motor equipment in real time. Through the built-in positioning module, the motor cloud box can accurately record the real-time position of the motor and upload the position data to the cloud platform in real time. Users can view the current position, historical movement trajectory, and other information of the motor on the cloud platform at any time, achieving full visualization tracking management of the motor equipment. This function helps users promptly grasp the distribution and operating location of the motor, facilitating equipment scheduling, theft tracking, and regional management, and improving the efficiency and security of motor equipment management.
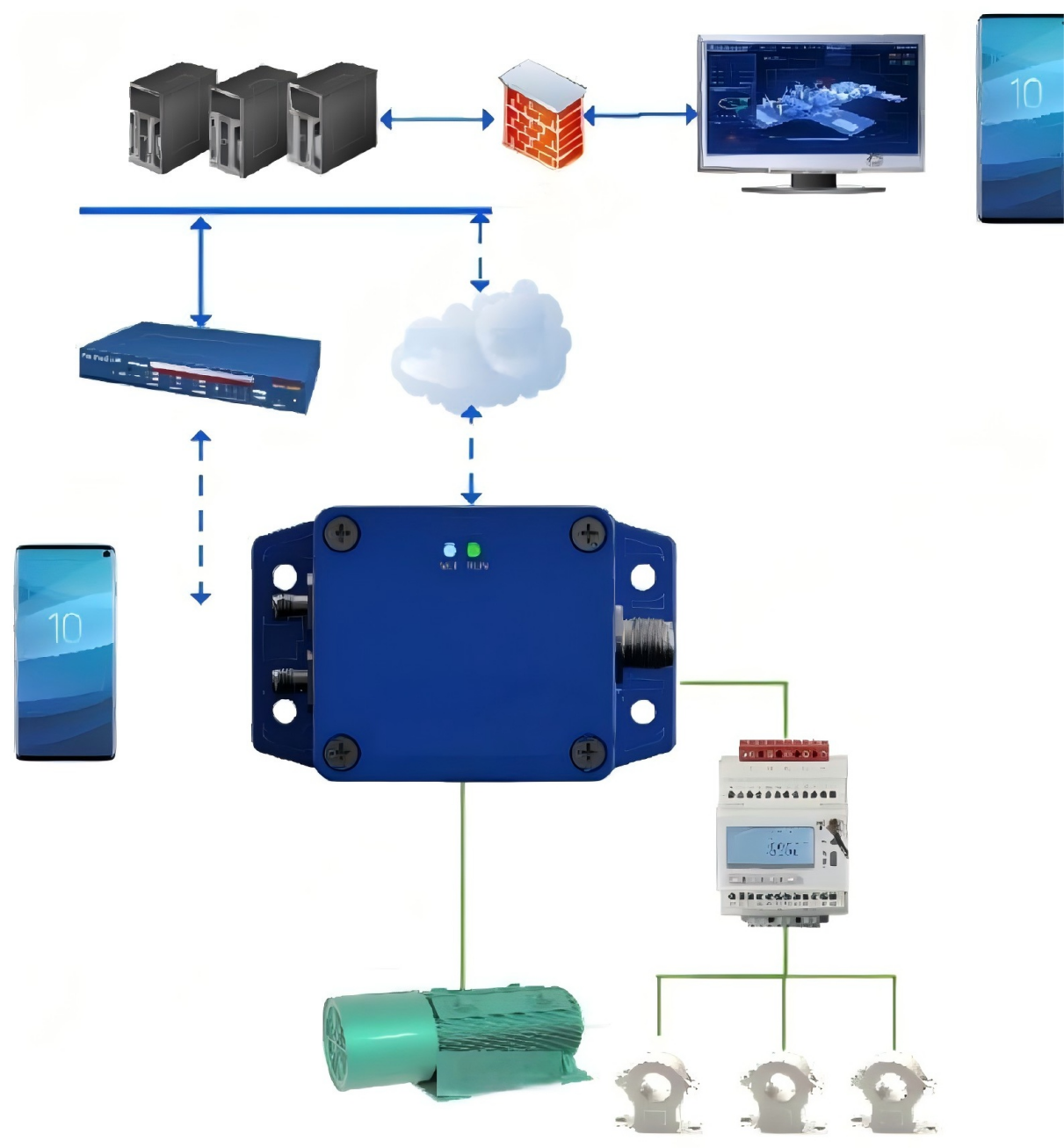
Motor Cloud Box Monitoring System
The Motor Cloud Box Monitoring System is a comprehensive solution for motor condition monitoring and management, centered on the Motor Cloud Box hardware. It integrates Internet of Things (IoT), big data analysis, and intelligent algorithms. This system uses the high-precision sensors (such as vibration sensors, temperature sensors, current sensors, etc.) built into the Motor Cloud Box to collect key parameters during the motor's operation, including but not limited to vibration spectrum, temperature changes, current and voltage, speed, etc. The collected data is transmitted wirelessly (such as 4G/5G, Wi-Fi, LoRa) or via wired connections to the cloud platform. The cloud platform stores, analyzes, and models the massive data, and uses AI algorithms to accurately assess the motor's health status, issue early warnings for faults (such as bearing wear, rotor imbalance, stator faults, etc., for common fault types), and predict performance trends. Users can view the real-time operation status, historical data curves, fault diagnosis reports, and maintenance suggestions of the motor through the web interface on the computer or the mobile app on the mobile device, enabling remote monitoring, intelligent operation, and full lifecycle management of the motor equipment. This effectively reduces equipment failure rates, shortens downtime, and improves production efficiency and energy utilization efficiency.