Application scenario
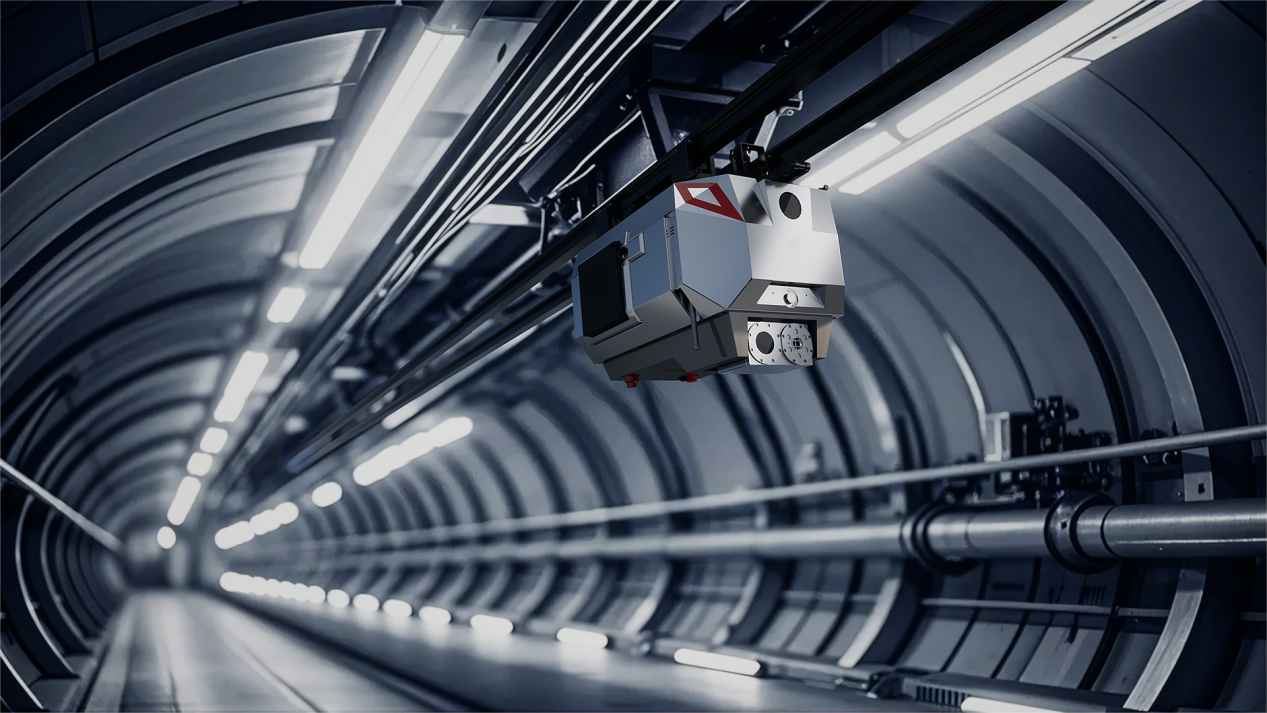
Suitable for various intelligent inspection scenarios in oil and chemical industries, coal mines, etc., including collection stations, transportation lines, chemical plants, storage areas, and underground environments, where there are risks of fire, explosion, toxicity, and harmful substances.
Functional Features
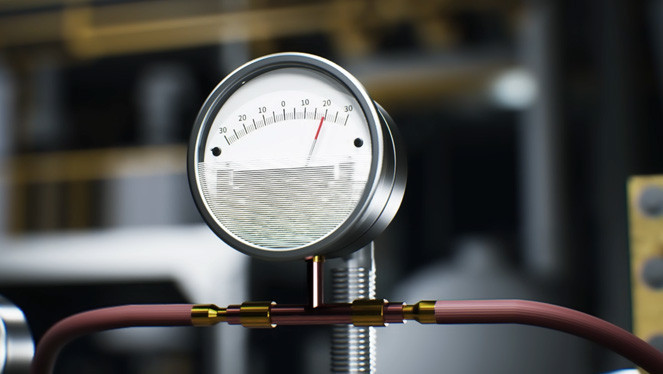
1.Meter recognition and reading: This robot integrates advanced AI visual technology, which can accurately identify and read the display data of various industrial instruments and meters, such as pressure gauges, flow meters, and thermometers. The system will compare the collected data with the preset safety thresholds in real time. Once the data exceeds the normal range, the early warning mechanism will be triggered immediately, promptly alerting relevant personnel to take action, effectively preventing safety accidents caused by abnormal instrument data.
2. Infrared temperature measurement of equipment: Equipped with a high-precision infrared temperature measurement module, it can conduct non-contact temperature detection on electrical equipment, mechanical equipment, etc. in the inspection area. Through real-time monitoring of the surface temperature of the equipment, it can quickly detect abnormal heating caused by equipment failures, overloads, etc., providing data support for preventive maintenance of the equipment and reducing the risks of equipment damage and equipment failure shutdown.
3. Leakage detection: Utilizing AI visual recognition technology combined with other auxiliary detection methods, it conducts comprehensive monitoring of areas prone to leakage such as pipes, valves, flanges, etc. When leakage is detected, the system can not only accurately identify the leakage situation but also precisely locate the coordinate information of the leakage position and immediately issue an alarm signal, enabling maintenance personnel to quickly arrive at the scene for emergency repair, reducing material loss and environmental pollution.

4. Flammable and toxic gas detection: Equipped with professional gas sensors, it has the ability to conduct real-time detection of common flammable gases (such as methane, propane, etc.) and toxic gases (such as carbon monoxide, hydrogen sulfide, etc.). It can sensitively sense changes in gas concentration in the environment and, once the gas concentration reaches or exceeds the safety limit, immediately trigger an audible and visual alarm to ensure the safety of the inspectors and the stability of the working environment.
5. Dust environment monitoring: Integrated with dust concentration monitoring sensors, it can continuously monitor the dust environment in industrial settings, collecting and displaying real-time dust concentration data. Through dynamic monitoring of dust concentration, it can promptly grasp the changing trend of the dust environment, providing a basis for taking effective dust control measures and preventing the occurrence of dust explosion and other safety accidents.
6. Belt anomaly monitoring: Utilizing image recognition and vibration analysis technologies, it conducts comprehensive monitoring of the operating status of belt conveyors. It can accurately identify abnormal situations such as belt deviation, slipping, tearing, and foreign object entrapment, and issue early warnings in the first instance to ensure the safe and stable operation of the belt conveyor, avoiding production interruptions and material losses caused by belt failures.

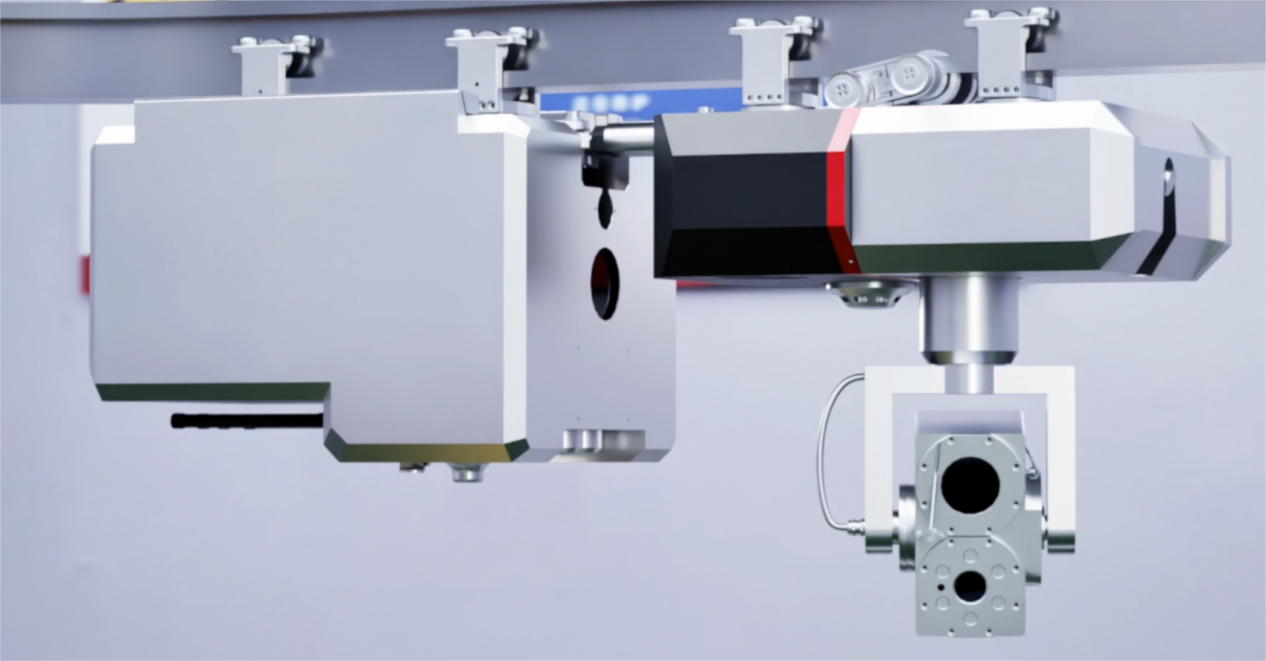
7. Unmanned Autonomous Inspection: It possesses strong autonomous inspection capabilities, supporting various inspection modes such as automatic inspection, manual inspection, and abnormal inspection. The robot can autonomously plan the inspection path along the preset track and conduct a comprehensive inspection according to the set cycle and tasks, without the need for human intervention. This significantly improves the inspection efficiency and reduces the labor intensity and safety risks of manual inspections.
8. Intelligent Obstacle Avoidance Function: If equipped with obstacle avoidance sensors, the robot can, through advanced perception devices such as laser radar and collision avoidance sensors, perceive obstacles in the surrounding environment in real time. During the inspection process, it can intelligently plan the obstacle avoidance path based on the position and shape of the obstacles, ensuring safe operation and effective obstacle avoidance. It will also issue warnings when approaching obstacles to ensure the safety of the robot itself and surrounding equipment.
Specification parameters
| Parameter item | Specific parameter |
|---|
| Repeatability navigation positioning accuracy | ≤10mm |
| Overall dimensions (length × width × height) | 880mm × 597mm × 696mm |
| Explosion-proof grade | Ex db IIB T4 Gb |
| Walking mode | Parallel double rails |
| Steep slope climbing ability | ≤5° slope |
| Charging time | ≤3 hours |
| Positioning method | Mileage + Hall sensor + RFID |
| Overall weight | ≤230kg |
| Protection grade | IP66 |
| Walking speed | 0-1m/s, adjustable speed |
| Braking distance | At 1.0m/s speed, straight line: ≤10cm, climbing: ≤30cm |
| Operating condition range of battery life | ≤45km |













